£\šäĄČŠ▀Ą─▀MĮo▀\äėī”▄ćĄČ╣żū„ĮŪČ╚Ą─ė░Ēæ
╦∙ī┘Ö┌─┐Ż║ÖCąĄšō╬─ ░l▓╝╚šŲ┌Ż║2010-09-02 08:21 ¤ßČ╚Ż║
ĪĪĪĪ
ĪĪĪĪš¬ę¬Ż║▒Š╬─Š═ßśī”ŪąöÓ├µ║═▄ćĘĮč└┬▌╝y▀@ā╔éĆ╩┬└²Ż¼═©▀^öĄīWėŗ╦Ń║══Ų└ĒŻ¼Ęų╬÷┴╦ĄČŠ▀Ą─▀MĮo▀\äėī”▄ćĄČ╣żū„ĮŪČ╚Ą─ė░ĒæŻ¼▀@śė╬ęéāį┌▀MąąńP▒│╝ė╣ż║═┬▌╝y╝ė╣ż«öųąŻ¼┐╔ęį║▄║├Ą─š{š¹ĄČŠ▀Ą─╣żū„ĮŪČ╚ęį╝░ŲõčbŖA╬╗ų├Ż¼▓┼─▄Ė─▀M▄掄╝ė╣żį┌╠ž╩ŌŅIė“«öųąĄ─╣ż╦ćå¢Ņ}ĪŻ
ĪĪĪĪĻPµIūųŻ║ÖCąĄųŲįņŻ╗▀MĮo▀\äėŻ╗╣żū„ĮŪČ╚Ż╗ė░Ēæ
ĪĪĪĪĄČŠ▀ĮŪČ╚į┌ņoæBģó┐╝ŽĄųąĄ─ś╦ūóĮŪČ╚Ż¼╩Ū║÷┬į▀MĮo▀\äėŚl╝■ĢrĮo│÷Ą─Ż¼ę▓Š═╩Ūį┌═©│ŻŪķørŽ┬Ż¼ĄČŠ▀Ą─▀MĮo▀\äėŻ¼ī”▄ćĄČ╣żū„ĮŪČ╚Ą─ė░Ēæ▓╗┤¾Ż¼╦∙ęį│Ż▒╗║÷┬įĪŻĄ½į┌īŹļHĄ─ŪąŽ„«öųąŻ¼ė╔ė┌ę¬┐╝æ]ĄČŠ▀ŪąŽ„╚ą╔Ž³cĄ─║Ž│╔▀\äė╦┘Č╚Ż¼╦∙ęį▀@ĢrĄ─ū°ś╦ŲĮ├µģó┐╝ŽĄ┼cņoæBū°ś╦ŲĮ├µģó┐╝ŽĄ▓╗į┘ŽÓ═¼Ż¼Č°ĘQ╣żū„ĮŪČ╚ū°ś╦ģó┐╝ŽĄŻ¼ŽÓæ¬Ą─į┌Ųõā╚Ą─ĄČŠ▀ĮŪČ╚ĘQĄČŠ▀╣żū„ĮŪČ╚ĪŻ▒╚╚ńŻ║╣żū„š²Į╗ŲĮ├µģó┐╝ŽĄĄ─╚²éĆū°ś╦ŲĮ├µĘųäe×ķ╣żū„š²Į╗ŲĮ├µĪó╣żū„╗∙├µĪó╣żū„ŪąŽ„ŲĮ├µŻ¼Č°į┌Ųõā╚Ą─╣żū„ĮŪČ╚×ķ╣żū„Ū░ĮŪ║═╣żū„║¾ĮŪĪŻ
ĪĪĪĪĖ∙ō■▄ćĄČĄČŠ▀Ą─▀\äėĘĮŽ“Ż¼▒Š╬─Å─ęįŽ┬ā╔éĆĘĮ├µüĒšf├„ĄČŠ▀Ą─▀MĮo▀\äėī”▄ćĄČ╣żū„ĮŪČ╚Ą─ė░ĒæŻ║
ĪĪĪĪ1.ÖMŽ“▀MĮo▀\äėī”╣żū„ĮŪČ╚Ą─ė░Ēæ
ĪĪĪĪ╚ńŽ┬łD1-1╦∙╩Š:ĪĪĪĪ
ĪĪĪĪ 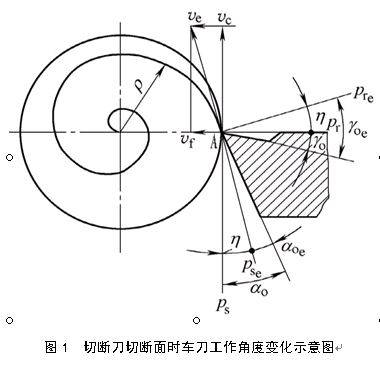 ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪŲõųąŻ║Ż║╗∙├µŻ║ŪąŽ„ŲĮ├µŻ║╣żū„ŪąŽ„ŲĮ├µŻ║╣żū„╗∙├µŻ║║¾ĮŪŻ║Ū░ĮŪŻ║╣żū„Ū░ĮŪŻ║╣żū„║¾ĮŪŻ║ĄČŠ▀ņoæBĀŅæB┼c╣żū„ĀŅæBķgĄ─ŖAĮŪ
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪŪąöÓĄČŪąöÓ╣ż╝■ĢrŻ¼╚¶▓╗┐╝æ]ĄČŠ▀Ą─▀MĮo▀\äėŻ¼ätŻ║=;=Ż¼╝┤╣żū„Ū░ĮŪ║═╣żū„║¾ĮŪ┼cĄČŠ▀Ą─Ū░║¾ĮŪŽÓĄ╚Ż¼ĄČŠ▀Ą─ŪąŽ„ŲĮ├µ║═╗∙├µ▓╗░l╔·ūā╗»ĪŻĄ½į┌ńP▒│╝ė╣żųąŻ¼ė╔ė┌ÖMŽ“▀MĮo┴┐┤¾Ż¼╦∙ęįī”▄ćĄČ╣żū„ĮŪČ╚ėą├„’@Ą─ė░ĒæŻ¼ĄČ╝ŌĄ─▀\äė▄ē█E×ķ░ó╗∙├ūĄ┬┬▌ą²ŠĆŻ¼▀@ĢrŪąŽ„ŲĮ├µ×ķ═©▀^ŪąŽ„╚ąA³cŪąė┌┬▌ą²├µĄ─ŲĮ├µŻ¼╗∙├µät×ķ┬▌ą²├µĄ─Ę©Ž“ŲĮ├µŻ¼«öĄČŠ▀į┌┬▌ą²ŲĮ├µā╚ŪąŽ„ĢrŻ¼Å─Ž┬łD«öųą┐╔ęį┐┤│÷Ųõ╣żū„ĮŪČ╚Ą─ūā╗»ŪķørŻ║╣żū„Ū░ĮŪį÷┤¾Ż¼Č°£pąĪĪŻ
ĪĪ ╝┤ 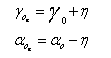 ĪĪŻ©1-1Ż®
ĪĪŻ©1-1Ż®
ĪĪĪĪ
ĪĪĪĪė╔ŪąŽ„╦┘Č╚┼c▀MĮo╦┘Č╚ĮM│╔Ą─║Ž│╔╦┘Č╚Ūą┼c░ó╗∙├ūĄ┬┬▌ą²├µĄ─▀^Č╔▒Ē├µŻ¼░³║¼Ą─╣żū„ŪąŽ„ŲĮ├µ┼cņoæBŪąŽ„ŲĮ├µķgĄ─ŖAĮŪ×ķĪŻ═¼śėŻ¼┤╣ų▒ė┌║Ž│╔╦┘Č╚╣żū„╗∙├µ┼cņoæB╗∙├µķgĄ─ŖAĮŪę▓×ķŻ¼į┌╚ńłD╦∙╩ŠĄ─╩Ė┴┐╚²ĮŪą╬ųąŻ║
ĪĪĪĪ 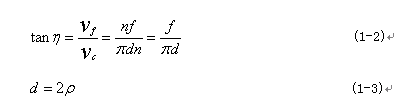
ĪĪĪĪė╔Ż©1-2Ż®╩Į║═Ż©1-3Ż®╩ĮĄ├Ż║
ĪĪĪĪ  (1-4)
(1-4)
ĪĪĪĪ╩ĮųąŻ║—▀MĮo┴┐Ż¼å╬╬╗×ķmm/rŻ╗
ĪĪĪĪ—ŪąŽ„▀^│╠ųą▓╗öÓĄž£pąĪų°Ą─╣ż╝■░ļÅĮŻ¼å╬╬╗×ķmmĪŻ
ĪĪĪĪė╔╣½╩ĮŻ©1-4Ż®┐╔ų¬╣ż╝■ų▒ÅĮ┼cĄČŠ▀Ą─▀MĮo┴┐f│╔š²▒╚Ż¼Č°┼c│╔Ę┤▒╚ĪŻČ°ŖAĮŪĄ─╚ĪųĄĘČć·ėųį┌0~450ā╚ūā╗»Ż¼╩ŪéĆå╬š{į÷║»öĄĪŻĄČŠ▀į┌┬▌ą²ŲĮ├µā╚ŪąŽ„ĢrŻ¼«öŪąŽ„╚ąįĮĮėĮ³╣ż╝■ųąą─ĢrŻ¼įĮ┤¾Ż¼─Ū├┤▀@śėę╗üĒ╩ŪųØuį÷┤¾Ą─Ż¼ė╔ė┌ÖMŽ“▀MĮo┴┐┤¾Ż¼Š═ėą┐╔─▄Ģ■į÷┤¾Ż¼▀@┼c╬ęéāīŹļH▓╗ŽÓĘ¹Ż¼╣ż╝■ų▒ÅĮæ¬įō╩ŪųØu£pąĪ▓┼╩ŪŻ¼×ķ┴╦┐╦Ę■▀@śėĄ─├¼Č▄Ż¼╬ęéā×ķ┤╦│Ż│ŻĢ■į÷┤¾ńP▒│▄ćĄČĄ─╚ą─ź║¾ĮŪŻ¼╝┤=0;≥180ĪŻ▀@śėĄČŠ▀į┌┬▌ą²ŲĮ├µā╚ŪąŽ„ĢrŻ¼ŖAĮŪĄ─į÷┴┐▓┼ėą┐╔─▄Ģ■Ė³┤¾Ż¼▀MČ°ųĄ▓┼Ģ■£pąĪĪŻ
ĪĪĪĪČ°ī”┼cŪą▓█║═▓╗ŪąŽ„ĄĮ╣ż╝■ųąą─Ą─▄ćČ╦├µŻ¼ė╔ė┌▌^ąĪ▌^┤¾Ż¼╦∙ęį╣żū„ĮŪČ╚ūā╗»▌^ąĪŻ¼┐╔ęį║÷┬į▓╗ėŗĪŻ
ĪĪĪĪ2.┐vŽ“▀MĮo▀\äėī”╣ż╝■ĮŪČ╚Ą─ė░Ēæ
ĪĪĪĪ 
ĪĪ
ĪĪĪĪŲõųąŻ║PseŻ║╣żū„ŪąŽ„ŲĮ├µPreŻ║╣żū„╗∙├µŻ║ū¾é╚║¾ĮŪŻ║ū¾é╚Ū░ĮŪŻ║ū¾é╚╣żū„Ū░ĮŪŻ║ū¾é╚╣żū„║¾ĮŪŻ║ėęé╚║¾ĮŪŻ║ėęé╚Ū░ĮŪŻ║ėęé╚╣żū„Ū░ĮŪŻ║ėęé╚╣żū„║¾ĮŪPŻ║┬▌╝yī¦│╠Ż©ĘĮč└┬▌╝y×ķå╬Ņ^Ż¼å╬╬╗×ķmmŻ®Ż║ĘĮč└┬▌╝yā╔é╚Ą─┬▌ą²╔²ĮŪ
ĪĪĪĪĄČŠ▀į┌▄掄ĘĮč└┬▌╝yĢrŻ¼ĘĮč└┬▌╝yā╔é╚Š∙×ķ┬▌ą²╔²ĮŪ×ķĄ─░ó╗∙├ūĄ┬┬▌ą²ŠĆŻ¼ĄČŠ▀ņoæBĀŅæB┼c╣żū„ĀŅæBķgĄ─ŖAĮŪę▓×ķŻ¼ū¾Īóėęā╔é╚╣żū„ŪąŽ„ŲĮ├µųąĄ─║Ž│╔╦┘Č╚Ūąė┌░ó╗∙├ūĄ┬┬▌ą²├µŻ¼╝┤├µāAą▒┴╦ĮŪŻ¼ū¾Īóėęā╔é╚ŪąŽ„╚ąĄ─╣żū„╗∙├µę▓āAą▒┴╦ĮŪĪŻė┌╩ŪŻ¼┬▌╝y▄ćĄČū¾ĪóėęŪąŽ„╚ą╣żū„ĮŪČ╚īó░l╔·ūā╗»Ż║
ĪĪĪĪū¾é╚ŪąŽ„╚ąĄ─╣żū„Ū░ĮŪ║═╣żū„║¾ĮŪĘųäe×ķŻ║
ĪĪ  ĪĪ
ĪĪ
ĪĪĪĪėęé╚ŪąŽ„╚ąĄ─╣żū„Ū░ĮŪ║═╣żū„║¾ĮŪĘųäe×ķŻ║
ĪĪĪĪ  (2-2)
(2-2)
ĪĪĪĪį┌╚ńłD╩Ė┴┐╚²ĮŪą╬ųąŻ║
ĪĪ 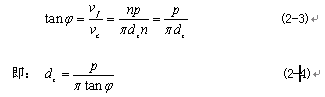
ĪĪĪĪ╩ĮųąŻ║![]() —ĘĮč└┬▌╝yĄ─ųąÅĮŻ¼å╬╬╗×ķmm
—ĘĮč└┬▌╝yĄ─ųąÅĮŻ¼å╬╬╗×ķmm
ĪĪ ĪĪ![]() —ĄČŠ▀ņoæBĀŅæB┼c╣żū„ĀŅæBķgĄ─ŖAĮŪ
—ĄČŠ▀ņoæBĀŅæB┼c╣żū„ĀŅæBķgĄ─ŖAĮŪ
ĪĪ ĪĪP—┬▌╝yī¦│╠Ż©ĘĮč└┬▌╝y×ķå╬Ņ^Ż¼å╬╬╗×ķmmŻ®
ĪĪĪĪę“×ķĘĮč└┬▌╝y![]() Ą─▌^┤¾Ż©ÄūČ╚ĄĮ╩«ÄūČ╚Ż®Ż¼╦∙ęįŠ═ėąį÷┤¾Ą─┐╔─▄ąįŻ¼ėųę“×ķ
Ą─▌^┤¾Ż©ÄūČ╚ĄĮ╩«ÄūČ╚Ż®Ż¼╦∙ęįŠ═ėąį÷┤¾Ą─┐╔─▄ąįŻ¼ėųę“×ķ![]() ║═×ķČ©ųĄŻ¼╦∙ęį▀@ĢrĢ■«a╔·├¼Č▄ĪŻ×ķ┤╦Ż¼×ķĄųŽ¹╣żū„ĢrĄČŠ▀ĮŪČ╚Ą─ūā╗»Ż¼┬▌╝y▄ćĄČā╔é╚ŪąŽ„╚ąĄ─ņoæB║¾ĮŪæ¬╩┬Ž╚╚ą─źĄ├▓╗ę╗śė┤¾ąĪŻ¼Ą½Ųõėęé╚ŪąŽ„╚ąĄ─╣żū„Ū░ĮŪ╚įžōĄ├ŽÓ«öČÓĪŻ×ķĖ─╔ŲŪąŽ„Śl╝■Ż¼┐╔į┌┬▌╝y▄ćĄČėęé╚ŪąŽ„╚ą╔Ž╝ė─źņoæBŪ░ĮŪŻ©łD3aŻ®Ż¼╗“īó┬▌╝y▄ćĄČāAą▒ĮŪ░▓čbŻ©łD3bŻ®ĪŻį┌║¾š▀ŪķørŽ┬ā╔é╚ŪąŽ„╚ą╔ŽĄ─╣żū„Ū░ĮŪĪó╣żū„║¾ĮŪŠ═Ą╚ė┌Ųõ╚ą─źŪ░ĮŪ║═╚ą─ź║¾ĮŪ(ņoæBĮŪČ╚Ż¼╝┤ś╦ūóĮŪČ╚)┴╦ĪŻ
║═×ķČ©ųĄŻ¼╦∙ęį▀@ĢrĢ■«a╔·├¼Č▄ĪŻ×ķ┤╦Ż¼×ķĄųŽ¹╣żū„ĢrĄČŠ▀ĮŪČ╚Ą─ūā╗»Ż¼┬▌╝y▄ćĄČā╔é╚ŪąŽ„╚ąĄ─ņoæB║¾ĮŪæ¬╩┬Ž╚╚ą─źĄ├▓╗ę╗śė┤¾ąĪŻ¼Ą½Ųõėęé╚ŪąŽ„╚ąĄ─╣żū„Ū░ĮŪ╚įžōĄ├ŽÓ«öČÓĪŻ×ķĖ─╔ŲŪąŽ„Śl╝■Ż¼┐╔į┌┬▌╝y▄ćĄČėęé╚ŪąŽ„╚ą╔Ž╝ė─źņoæBŪ░ĮŪŻ©łD3aŻ®Ż¼╗“īó┬▌╝y▄ćĄČāAą▒ĮŪ░▓čbŻ©łD3bŻ®ĪŻį┌║¾š▀ŪķørŽ┬ā╔é╚ŪąŽ„╚ą╔ŽĄ─╣żū„Ū░ĮŪĪó╣żū„║¾ĮŪŠ═Ą╚ė┌Ųõ╚ą─źŪ░ĮŪ║═╚ą─ź║¾ĮŪ(ņoæBĮŪČ╚Ż¼╝┤ś╦ūóĮŪČ╚)┴╦ĪŻ
ĪĪĪĪ 
ĪĪĪĪ łD3┬▌╝y▄ćĄČņoæBĀŅæBĄ─š{š¹
ĪĪĪĪČ°ī”ė┌┐v▄ć═ŌłAŻ¼ė╔ė┌▀MĮo┴┐f▌^ąĪĪó╣ż╝■ų▒ÅĮėą▒╚▌^┤¾Ż¼╦∙ęį╣żū„ĮŪČ╚ūā╗»╔§ąĪŻ¼┐╔ęį║÷┬į▓╗ėŗĪŻ
ĪĪĪĪģó┐╝╬─½I
ĪĪĪĪ[1]ģŪ╗Ė╬─ų„ŠÄ.ÖCąĄ╝ė╣ż╣ż╦ć╗∙ĄAŻ█MŻ▌.Ą┌╚²░µ.▒▒Š®Ż║Ė▀Ą╚Į╠ė²│÷░µ╔ńŻ¼1990.4
ĪĪĪĪ[2]Ļæä”ųąŻ¼ų▄ųŠ├„Ż«Įī┘ŪąŽ„įŁ└Ē┼cĄČŠ▀Ż█MŻ▌Ż«Ą┌ę╗░µ.ÖCąĄ╣żśI│÷░µ╔ńŻ«2008.9
ĪĪĪĪ
ĪĪĪĪ
╬─š┬ś╦Ņ}Ż║£\šäĄČŠ▀Ą─▀MĮo▀\äėī”▄ćĄČ╣żū„ĮŪČ╚Ą─ė░Ēæ
▐D▌dšłūó├„üĒūįŻ║http://www.anghan.cn/fblw/ligong/jixie/3504.html
ŽÓĻPå¢Ņ}ĮŌ┤
özė░╦ćągŅIė“AHCIŲ┌┐»═Ų╦]ĪČPhot...ĻPūó:105
NatureŲņŽ┬ČÓīW┐Ųūė┐»Nature Com...ĻPūó:152
ųąąĪīWĮ╠ĤųĄĄ├┴╦ĮŌŻ¼▀@ą®Į╠ė²īW...ĻPūó:47
2025─Ļīæ╣▄└ĒīWšō╬─┐╔ęįė├Ą─19éĆ...ĻPūó:192
£y└LŅIė“┐Ų╝╝║╦ą─Ų┌┐»▀xō± ▌p╦╔─├...ĻPūó:64
╝░Ģrķ_šō╬─Öz╦„ūC├„║▄ųžę¬ĻPūó:52
ųąć°╦««a┐ŲīWŲ┌┐»╩Ū║╦ą─Ų┌┐»åßĻPūó:54
ć°ļH│÷Ģ°ąĶę¬┴╦ĮŌĄ─å¢Ņ}ĮŌ┤ĻPūó:58
║Žų°│÷Ģ°─▄ʱįu┬ÜĘQŻ┐ĻPūó:48
ļŖą┼īWėą──ą®┐╔═ČĖÕĄ─SCIŲ┌┐»Ż¼ųĄ...ĻPūó:66
═©ą┼╣ż│╠ąąśIšō╬─▀xŅ}ĻPūó:73
SCIEĪóESCIĪóSSCI║═AHCIŲ┌┐»─┐õø...ĻPūó:121
įu┬ÜĘQ░lšō╬─║├▀Ć╩Ū│÷Ģ°║├ĻPūó:68
Å═ėĪł¾┐»┘Y┴Žųžę¬▐D▌düĒį┤Ų┌┐»Ż©...ĻPūó:51
└Ē╣żšō╬─ĘČ╬─
Į©ų■įOėŗšō╬─ │Ū╩ąęÄäØšō╬─ ĄVśIšō╬─ ÖCļŖę╗¾w╗»šō╬─ ░³čbšō╬─ Į╗═©▀\▌öšō╬─ ╗»╣żšō╬─ ļŖ┴”šō╬─ ╦«┴”šō╬─ ūįäė╗»šō╬─ ▄ć▌všō╬─ ę▒Įšō╬─ ╣żśIįOėŗšō╬─ ÖCąĄšō╬─

SCIŲ┌┐»Ęų╬÷
- MEASUREMENT SCIENCE and TECHNOLOGYųą┐Ųį║Ęųģ^
- MEAT SCIENCEŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECCANICAųą┐Ųį║Äūģ^
- MECHANICAL ENGINEERINGųą┐Ųį║Ęųģ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSINGŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECHANICS OF MATERIALSŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- Mechanics of Solidsųą┐Ųį║Ęųģ^
- MECHANICS OF TIME-DEPENDENT MATERIALSŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECHANISM AND MACHINE THEORYųą┐Ųį║Äūģ^
- MECHATRONICSļsųŠ╩Ūųą┐Ųį║Äūģ^